联系人:吴昌熊先生(市场部经理)
移动电话:158-5109-8777
电 话:0515-86481588
传 真:0515-86481798
网 址:www.hwyyj.com
地 址:江苏省建湖县冈东镇工业集中区
铸造件,主要是铸件的壁厚、紧缩率等方面。这两者是呈正比干系的,也便是说铸件壁厚大的话,那么紧缩率也就大,反之则相反。熔模在存放进程中,将会进一步紧缩,一样平常为10%。但存放12个小时以后,尺寸就根本上不会变了。单件小批生产的重型铸件,手工造型仍是重要的方法,手工造型能适应各种复杂的要求比较灵活,不要求很多工艺装备。

单件小批生产的重型铸件,手工造型仍是重要的方法,手工造型能适应各种复杂的要求比较灵活,不要求很多工艺装备。可以应用水玻璃砂型、VRH法水玻璃砂型、有机酯水玻璃自硬砂型、粘土干型、树脂自硬砂型及水泥砂型等;对于单件生产的重型铸件,采用地坑造型法成本低,投产快。中的碳以片状的石墨形态存在,它的断口为灰色,通常又叫灰口铁。
铸件在冷却凝固过程中,由于合金的液态收缩和凝固收缩,往往在铸件凝固的地方出现孔洞。容积大而且比较集中的孔洞称为缩孔;细小而且分散的孔洞称为缩孔。缩孔的形状不规则,表面粗糙,可以看到发达的树枝晶末梢,故可以明显地与气孔区别开来。不锈钢精密铸造扁铸锭热裂倾向高,不锈钢精密铸造温度相应低些,一般是680~735*C不锈钢配件铸造。
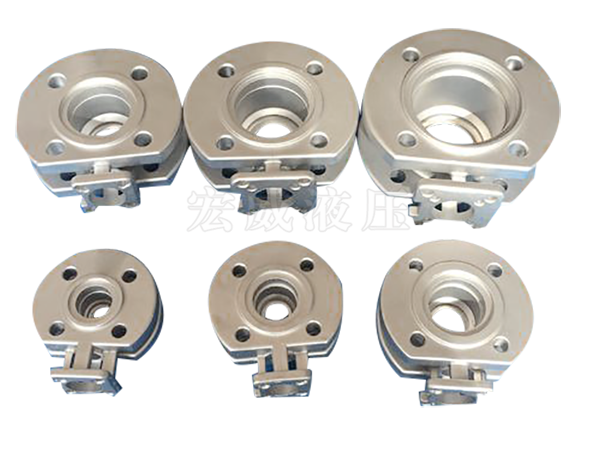
熔模精密铸造件获得的产品精密、复杂,接近于零件后形状,可不加工或很少加工就直接使用,是一种近净形成形的先进工艺,是铸造行业中一项优异的工艺技术,其应用非常广泛。它不仅适用于各种类型、各种合金的铸造,而且生产出的铸件尺寸精度、表面质量比其他铸造方法要高,甚至其他铸造方法难于铸得的复杂、耐高温、不易于加工的铸件。均可采用熔模精密铸造铸得。泡沫消失模在浇注过程中有缓冲金属液充型和降温的作用,同时可减弱金属液冲刷铸型。
当金属液置换泡沫消失模模样而充型腔后,干砂主要就依靠涂料涂层支撑,当涂层强度不够或者耐火度不够时,局部铸型会发生溃散、坍塌,特别是大件内浇道上方容易发生坍塌。消失模铸造由于不存在分型和起模,也不需要型芯,因此适应较为复杂的铸件生产。对于不好分型、不便起模、下芯困难或芯子特别多的铸件,如缸体、进排气管、螺旋桨、叶轮、消防栓和箱体件等,采用消失模铸造,其生产的优越性和经济性更为明显。